




 扫一扫
扫一扫
产品特点图

循环流化床烟气衬胶管道脱硫技术
循环流化床烟气衬胶管道脱硫技术 简称:CFB-FGD
从锅炉空气预热器出来的温度为120~180℃左右的烟气,从底部通过文丘里管进入循环流化床吸收塔内。在文丘里管出口扩管段设一套喷水装置,创造了良好的衬胶管道脱硫反应温度。循环流化床烟气衬胶管道脱硫技术的主要化学反应原理如下:
在自然界垂直的气固两相流体系中,在循环流化床状态(气速4~6m/s)下可获得相当于单颗粒滑落速度数十上百倍的气固滑落速度。由于SO2与氢氧化钙的颗粒在循环流化床中的反应过程,是一个外扩散控制的化学反应过程,通过气固间大的滑落速度,强化了气固间的传质、传热速率和气固混合,从而满足了二氧化硫与氢氧化钙反应的条件要求。
吸收塔的流化床中表面积的、激烈湍动的颗粒,为注水的快速汽化和快速可控的降温提供了根本保证,从而创造了良好的化学反应温度条件( 露点以上20~30°C),使二氧化硫与氢氧化钙的反应转化为瞬间完成离子型反应。
通过颗粒的激烈湍动导致颗粒之间不断的碰撞,使衬胶管道脱硫剂氢氧化钙颗粒的表面得到不断的更新,以及衬胶管道脱硫灰的不断再循环使用,从而大大提高了氢氧化钙的利用率。

适用范围


经过十余年的磨砺与探索,中雄管业有限公司已初具规模,拥有国内先进的生产技术和设备。专业生产 MPP电力管道系列产品。铸就了自己的品牌。公司引领 MPP电力管道新潮流,将秉承“质优、环保,共赢”为主题的战略思想,坚持求实进取,团结奉献的创业精神。以“科技创新 德赢天下”的企业精神、以高质量的 MPP电力管道产品泽惠用户,服务社会。 我们愿与您携手共赢,共创美好明天!




为什么选择我们

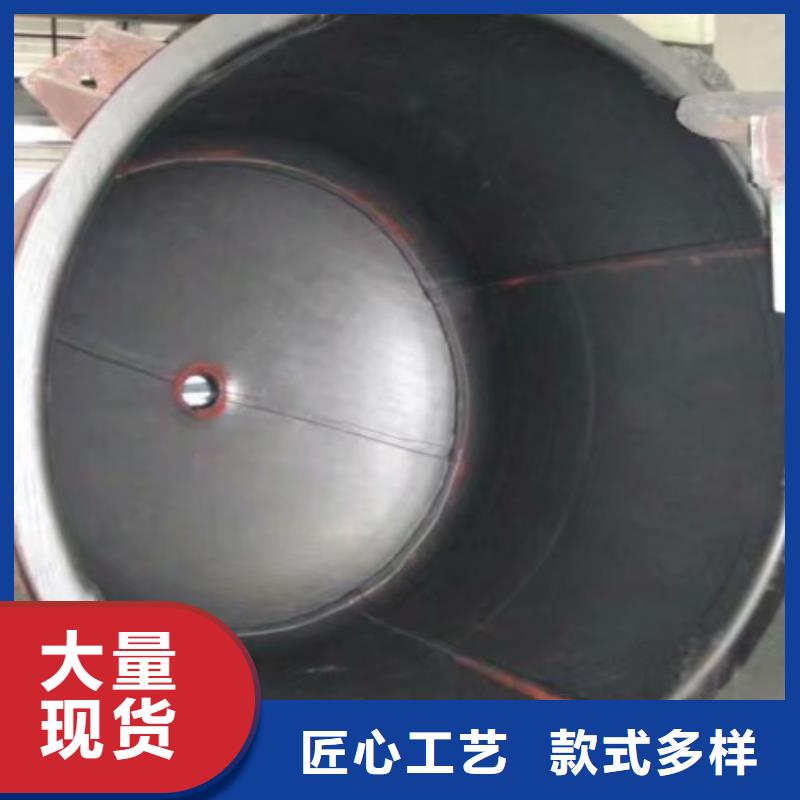
衬胶管道施工方案(热硫化过程):
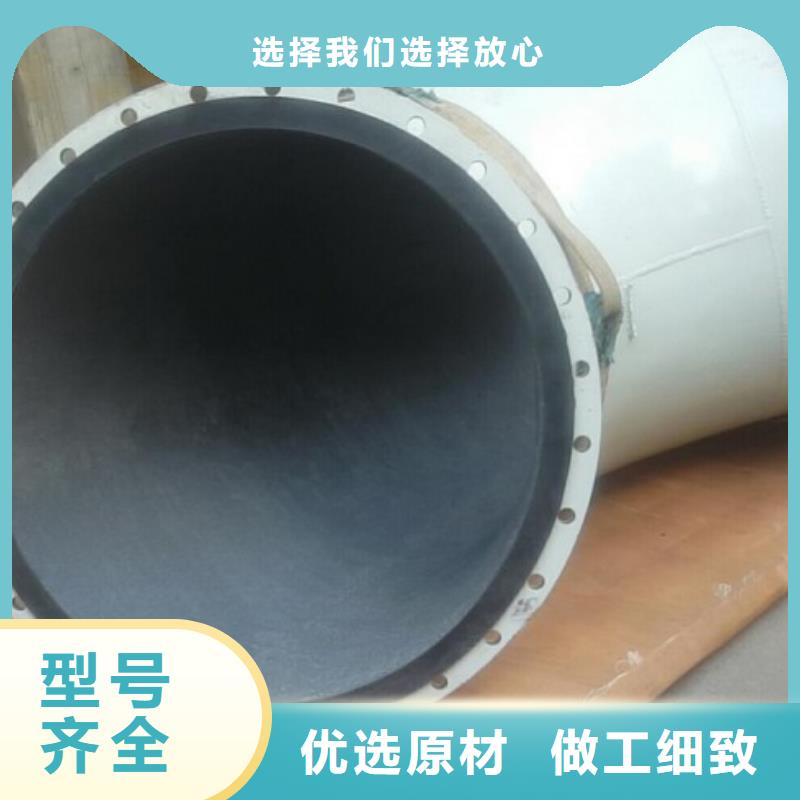
衬胶管道联接方式为法兰联接,每根管长度3—5米.
优点:利用热硫化丁基橡胶耐高温、抗腐蚀、易粘接,使衬胶钢管具有的结合强度和极好的耐磨损、耐腐蚀性能。
弯头类衬里结构:
优点:法兰与弯头的处理:(在管线转弯处使用橡胶弯头,即便于安装,又可调节管路膨胀与收缩的补偿.)
1、法兰包边2、接头搭节 3、密封性强4、 尺寸便于销核。
丁基衬胶粘接、硫化工艺简介
冷粘工具和清洗剂
![]() 刃口锋利的刀具两把;
刃口锋利的刀具两把;
直尺,卷尺,磨刀石;
木锤或者橡胶锤两把;
钢丝刷两把;
手提电动钢丝刷(砂轮)一个;
干净棉纱。
丁基胶板粘接程序
胶板的准备
a.所有粘接的胶板表面都必须打毛(出厂时已一面或两面打毛),包括接头。
b. 所有需粘接的表面(含接头)都须用香蕉水清洗脏物,并彻底晾干。
橡胶和橡胶粘接
均匀涂一层配好的粘合剂于粘接表面,并晾干1015分钟;
再均匀涂第二层配好的粘合剂,粘接面不粘手,再将粘接面叠合;
粘合剂在短时间内即粘牢,在施压前调整好粘接位置;
当位置对好后,在整个表面施压,使其接触均匀,挤出空气。
橡胶与金属铁板粘接
金属铁板表面需用喷砂或者钢丝刷去除铁锈和氧化层;
采用香蕉水清洗喷砂后的表面,并彻底晾干;
涂金属底油,约2小时晾干,如层太薄可涂第二层;
粘接步骤同第3条a d 项。
送入硫化罐进行加压、高温硫化约4个小时。
混凝土事故浆液池及石灰石浆液箱在现场粘接,然后进行本体硫化,即采用现场热源(锅炉蒸汽)及压力表将蒸汽输送入密封的事故浆液池及石灰石浆液箱,进行常温本体硫化约八小时。

技术支持:s797.com